|
最新公告 |
|
|
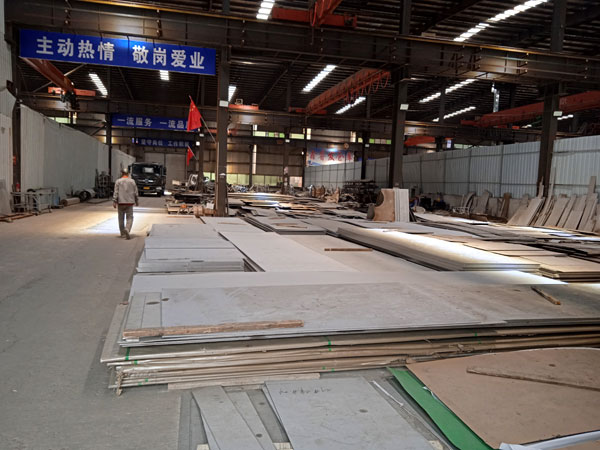
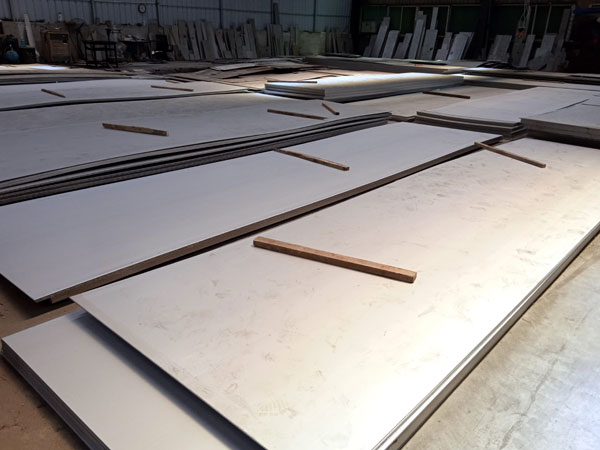
沈阳鑫鑫广达不锈钢有限公司是集不锈钢采购,不锈钢加工,不锈钢批发,不锈钢销售为一体的多元化公司.主要经营进口、国产不锈钢产品,具体品种包括不锈钢卷板、不锈钢平板、不锈钢管材、不锈钢棒材、不锈钢角铁、不锈钢钢带等;公司可为客户加工订做各种非标产品,提供产品配送一条龙服务。
公司秉承“以诚为本,以信待客”的服务理念……
[详细介绍] |
|
总经理:王国建 手机:13840256680 13940510212
电 话:024-88158278
传 真:024-88158458
网 址:www.xxgdbxg.com
公司地址:沈阳市沈北新区通顺街33号
海漫不锈钢产业园L区20-21号门
|
|